知識(shí)文章
|
|
SPC配套繼電器測(cè)試生產(chǎn)線應(yīng)用案例
目前在現(xiàn)代制造業(yè)中,已有越來(lái)越多的在線測(cè)試生產(chǎn)線應(yīng)用在自動(dòng)制造過(guò)程中,在線檢測(cè)的方式極大地提高了生產(chǎn)效率,同時(shí)系統(tǒng)也產(chǎn)生了比較多的檢測(cè)數(shù)據(jù),缺少實(shí)時(shí)監(jiān)控及分析的方法,這是系統(tǒng)的不足之處,使用戶(hù)感覺(jué)不是一個(gè)完整的系統(tǒng)。
汽車(chē)?yán)^電器自動(dòng)組裝檢測(cè)生產(chǎn)線,主要用于汽車(chē)?yán)^電器各參數(shù)的檢測(cè),如繞線電阻,刀口高度,鐵心高度等,各測(cè)量數(shù)據(jù)已經(jīng)實(shí)現(xiàn)了本地保存,每測(cè)試工站都配有PC

企業(yè)應(yīng)用環(huán)境說(shuō)明
每個(gè)測(cè)試工站都產(chǎn)生非常多的檢測(cè)數(shù)據(jù),同時(shí)測(cè)試速度也非常快,所以對(duì)于數(shù)據(jù)的分析及預(yù)警就有比較迫切的需求,同時(shí)每個(gè)工站的數(shù)據(jù)需要匯總,并傳輸?shù)綖槊織l線配置的服務(wù)器中
在未配置分析軟件之前,每個(gè)測(cè)試工站的數(shù)據(jù)只能以文件形式保存在測(cè)試設(shè)備中,無(wú)法進(jìn)行實(shí)時(shí)的監(jiān)控及分析,如果出現(xiàn)質(zhì)量問(wèn)題也無(wú)法進(jìn)行預(yù)警。
• 每個(gè)測(cè)試工站,實(shí)時(shí)地對(duì)測(cè)試數(shù)據(jù)進(jìn)行分析,分析方式以圖形、匯總數(shù)據(jù)等方式展現(xiàn)
• 在服務(wù)器端對(duì)每條線的5個(gè)工站進(jìn)行數(shù)據(jù)監(jiān)控及匯總分析
• 各條生產(chǎn)線的數(shù)據(jù)通過(guò)數(shù)據(jù)接口傳輸?shù)絊PC服務(wù)器,對(duì)測(cè)試數(shù)據(jù)進(jìn)行SPC分析,如CPK分析等。
1、物理結(jié)構(gòu)說(shuō)明;
下圖展示的一條生產(chǎn)線的物理結(jié)構(gòu)示意圖。
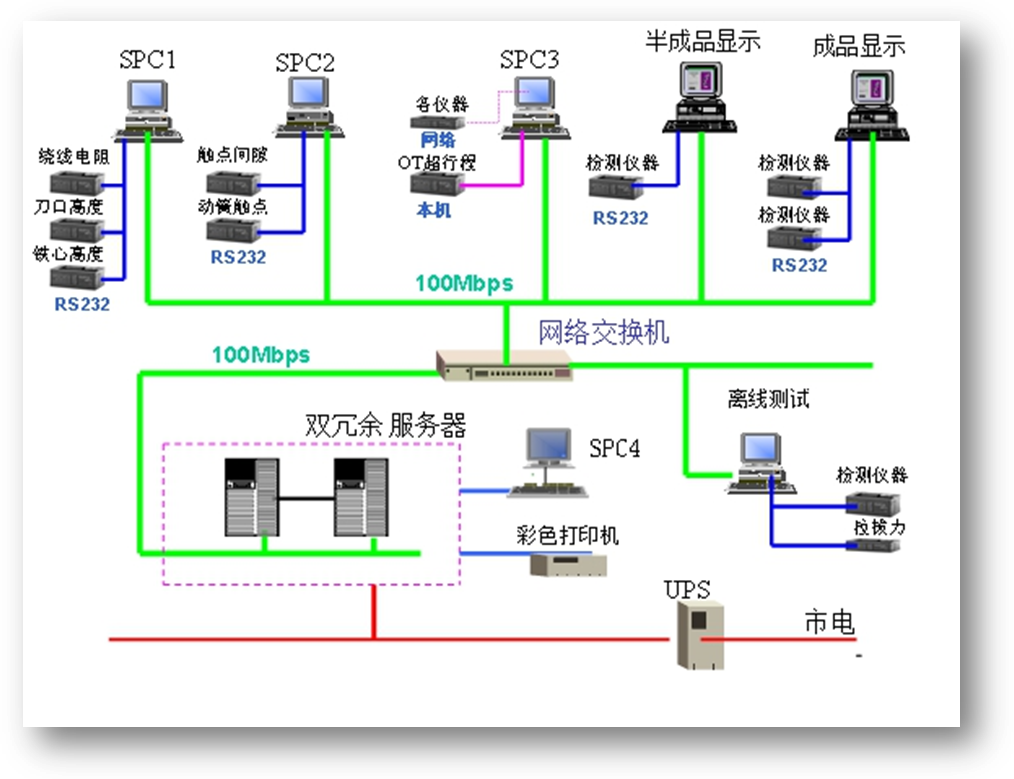
2、數(shù)據(jù)采集方式主要是讀取文本數(shù)據(jù),或是從RS232串口上直接讀取數(shù)據(jù),目前采用的方式是讀取數(shù)據(jù)文件的數(shù)據(jù)。
3、軟件功能說(shuō)明;
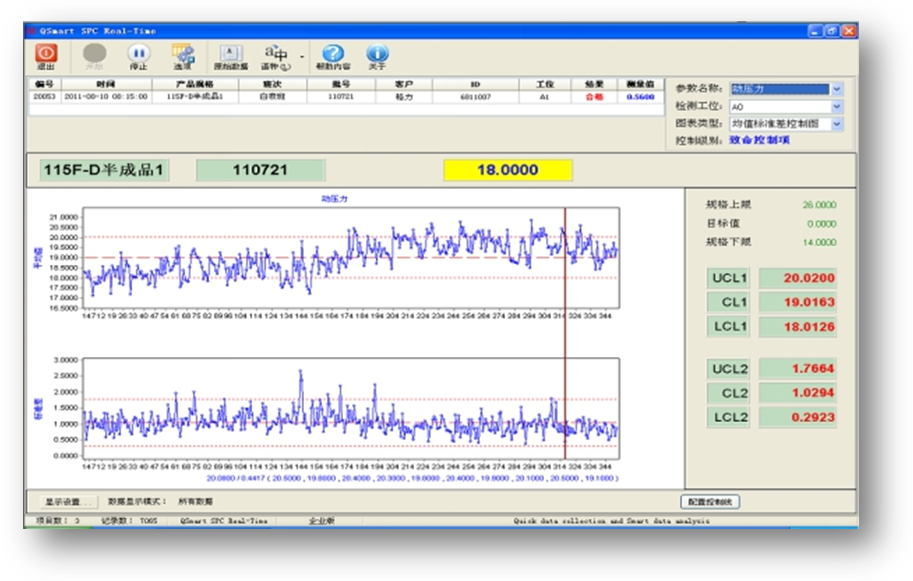
下圖為工站上顯示的分析界面(控制圖方式),黃色的為實(shí)時(shí)值顯示。
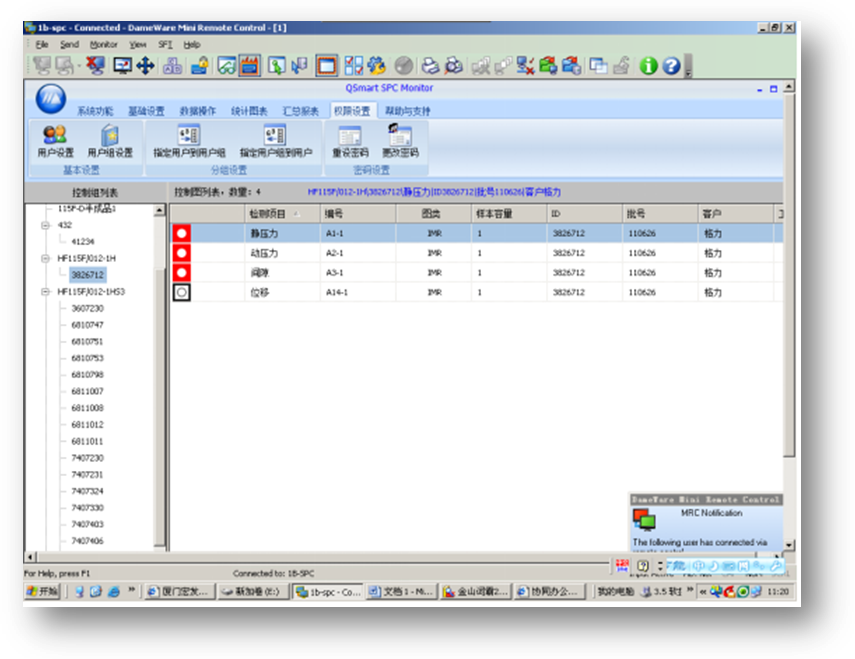
下圖為太友科技QSmart SPC Monitor的界面圖形,其主要作用是通過(guò)隨機(jī)抽取各生產(chǎn)線,各工站的數(shù)據(jù),進(jìn)行SPC品質(zhì)監(jiān)控及品質(zhì)分析。
• 優(yōu)點(diǎn)一:通過(guò)QSmart 配套軟件的應(yīng)用,解決了測(cè)試工站的數(shù)據(jù)分析及預(yù)警,對(duì)品質(zhì)問(wèn)題進(jìn)行及時(shí)的預(yù)警,報(bào)警。
• 優(yōu)點(diǎn)二:對(duì)于多條生產(chǎn)線的數(shù)據(jù),通過(guò)隨機(jī)的數(shù)據(jù)抽檢,進(jìn)行SPC過(guò)程控制,對(duì)整體產(chǎn)品品質(zhì)進(jìn)行SPC控制,采用的分析手段有:控制圖,工序能力分析等。
• 優(yōu)點(diǎn)三:測(cè)試數(shù)據(jù)也可通過(guò)QSmart數(shù)據(jù)接口,將數(shù)據(jù)傳輸?shù)組ES等系統(tǒng)上。
• 優(yōu)點(diǎn)四:歷史檢測(cè)數(shù)據(jù)保存在系統(tǒng)數(shù)據(jù)庫(kù)中,方便追溯查詢(xún)。
• 優(yōu)點(diǎn)五:各檢測(cè)工作站的檢測(cè)數(shù)據(jù)通過(guò)網(wǎng)絡(luò)集成,方便統(tǒng)一管理。
• 優(yōu)點(diǎn)六:可配合SPC過(guò)程控制儀,將SPC過(guò)程控制儀集成到測(cè)試生產(chǎn)線中。

| 